Aerospace&Defens,Electronics,功能概述,喇叭,集成自动化系统,激光扫描头,激光系统,医疗设备制造,运动控制平台,工艺专用产品,阶段和执行器亚博微信vip群
特征概述
高级激光控件 - 改善流程的功能
解开您的参数,以实现一致,高质量的处理
消除激光加工参数对运动轨迹的依赖性提高了材料相互作用的质量,并增加了部分产量。Aerotech激光控制功能允许用户解开工艺参数强迫许多激光加工中心的关键设计妥协。Aerotech的A3200控制器使用户可以完全控制优化的点直径,加工流畅性,功率密度和点斑重叠,而不会牺牲动态精度,吞吐量或工作区域的动态精度。
无限视野
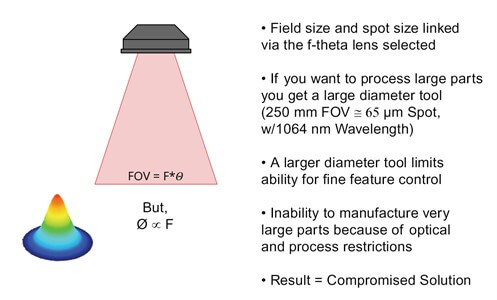
使用Aerotech无限视野(Ifov)在激光加工系统中可以提高控制器功能,吞吐量,质量和精度。使用IFOV基于激光扫描仪的系统工作区域没有限制。使用优化的光学组件进行处理参数要求不必限制您的工作区域。在利用GALVO扫描仪的大多数现代激光加工系统中,通过F-THEA镜头选择连接现场尺寸和聚焦光斑直径。如果用户想要一个大的字段大小来处理较大的部件并提高吞吐量,则它们必须以更大的光斑尺寸妥协。更大的光斑尺寸可以妨碍用户制造质量削减或精细特征的能力。如果该过程需要小的光斑尺寸,则用户仅限于小型工作区域并且无法实现高吞吐量。使用Aerotech的无限视野,这些约束被淘汰,您不必满足于受损的解决方案。
位置同步输出
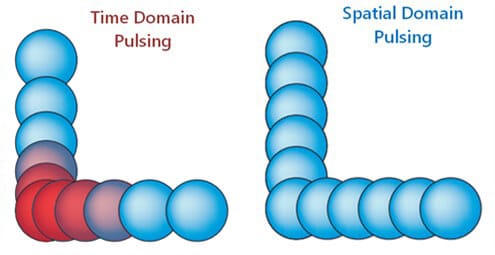
Aerotech位置同步输出(PSO)功能不仅可以提高零件质量和一致性,而且还允许以更高的吞吐率进行更准确的部分。PSO控制空间域中的激光递送,允许脉冲速率调制作为真正的刀具型速度和激光斑点的位置。这缓解了存在于激光控制系统和运动子系统的交互中存在的过程参数纠缠的另一个例子。大多数运动系统仅允许在时域中触发激光器。因此,当运动系统需要慢慢执行紧密的角度以保持耐受时,激光能量将增加该部分部分中的能量密度。在许多进程中,这对于质量输出来说是无法忍受的。消除这一点的主要策略是激光点以保持恒定的速度。然而,然后通过最高动态移动的最大速度决定了速度,而不会导致精度损失。这意味着在较低动态移动期间减少了吞吐量,其中系统可以更快地移动而不会导致精度问题,如果只有激光重复率增加。
由于PSO的结果,在整个运动轮廓中保持一致,稳定路径流畅度并允许动作系统迅速地保持并减速,以充分利用其能力而不会遭受动态精度损失的能力。经由PSO的恒定和可编程可变点重叠使用户明确控制激光能量密度,与系统动态无关,可以更好地进行更好的工艺质量控制。除了从其完全能力中排出运动系统之外,需要恒定速度的传统激光控制使得编程和运动路径更复杂。通常,恒定的速度约束通过添加到精细特征的样条来增加到整个运动路径的长度,再次降低吞吐量。
电源校正映射
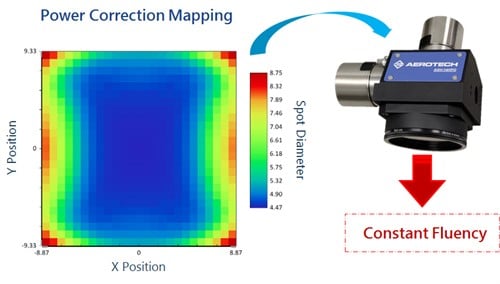
功率校正映射可确保高质量的材料处理,同时启用较高的吞吐量。如IFOV和PSO部分所述,在许多现代材料中实现质量切割对流利性非常敏感。所有用户都希望使用激光输送系统的整个可用工作区,只要这样做不会降低质量。即使在使用IFOV的基于扫描仪的系统中,使用扫描仪的完整工作区域增加了系统的吞吐量,因为它允许扫描仪在组合运动期间做出最多的工作。许多光学系统,尤其是场平整光学器件,始终导致斑点失真,特别是在接近边缘时。Aerotech的A3200控制器允许创建电源校正图,以解释激光光斑的失真作为现场位置的函数。当系统通过行程移动以保持更恒定的流畅性,自动管理通过模拟输出来管理激光源的电源输出,从而保持更好的质量控制。
电力节流
电源限制是另一种可确保用户实现最高处理质量和一致性的工具。由于电力映射函数作为位置的函数调制激光功率,Aerotech的A3200控制器还允许用户自动将功率输出缩放为激光斑的组合矢量速度的函数。激光点移动的速度越快,在切割路径上保持平均流畅性所需的功率越多。通过A3200的模拟矢量跟踪实现电力节流,并与PSO和电力映射共同地工作,在激光控制期间考虑运动的所有方面。这只是另一种工具,可以在不妥协的情况下给出用户最大控制的过程参数。