精密制造,白皮书
白皮书
金属添加剂制造
威廉陆战队二世
业务发展经理
行业的状态
金属添加剂制造在如何使先前成本禁止或无法使用常规制造过程生产的组件的产生巨大承诺。因此,工业和学术界正在协调一致地进一步发展金属添加剂过程。每年购买OEM制造商的成品机器数量越来越多的成品机器,以便为最终用户熟悉该技术,并找到有价值的用途。虽然许多OEM正在制作自己的粉床制造机,但大多数设计均遵循非常相似的处方并导致类似产品。这里有一个小的设计变化,但在有助于OEM从包装中对其产品区分其产品的激烈差异很小。

此外,一些大型最终用户正在构建自己或定制OEM机器,以满足他们的特定过程和生产需求。为了成功为特定行业提供高质量的零件,必须获取和掌握该过程的深入内部知识,并且通常必须对用户的特定需求进行微调。大型最终用户需要更通用和灵活的过程控制,以便建立成功所需的内部制造专业知识。烧结过程非常复杂,最终用户正在寻找为他们提供符合自己特定需求的工具的组件。
技术挑战
技术挑战追求粉刷床工艺的优质部件。这些挑战中的许多挑战是相互依赖的,因此经常使得妥协,从而导致具有平庸分辨率的添加剂并且小于所需的构建体积。Aerotech的技术和专业知识消除了这些妥协,给出了OEM和最终用户机器的能力增加视野,限制能量/功率密度的变化,控制激光脉冲作为位置的函数,最大化产量,消除热不稳定性。

存在该工具,以减轻机器中最重要的过程参数的一些相互依赖性。通过消除这些,也可以消除影响机器以多功能的方式制造高精度部件的能力的折衷。能够更精细地控制关键的过程参数而不影响其他性能区域,允许您为客户(OEM)或为您自己创建更好的产品(最终用户)。这将区分您与更密集的竞争领域。
第二代粉末床添加剂机在拐角处。所做的更改将有助于实现技术的高精度潜力。在这种变化的领先优势可能意味着大幅增加市场份额;在滞后的结束意味着被遗忘。
挑战:光斑大小与视场
由机器构建器制造的F-THETA镜头的选择决定了视野(可用构建区域)和光斑尺寸(刀具直径)的大小。这两件事相互反驳 - 如果您想要一个大视野,请制作更大的零件,您还可以获得更大的工具(斑点尺寸),这可以使其更加困难。如果您想制作真正的大部分,但有限制点尺寸的流程原因,唯一的选择是拥有多个扫描仪并尝试对齐/缝制其视野。多个扫描仪视野的拼接具有许多自己的并发症,并且是生产非常大,无瑕的部分的不良方式;但是,错误地被认为是唯一的选择。
Aerotech解决方案:无限视野
Aerotech无限视野(Ifov)功能可用于通过在一个控制器环境下无缝同步伺服和扫描仪运动来消除现场大小和光斑尺寸之间的相互依赖性。一台机器设计人员现在可以选择所需的镜头,以实现刀具直径和能量密度原因的所需光斑尺寸。通过使用IFOV特征可以根据需要延长构建区域,以毫不费力地坐标运动之间的定位级与携带扫描仪移动并移动扫描仪本身。使用IFOV,用户只需在2D空间中程序中所需的运动路径,并且配置文件在扫描仪和伺服阶段之间自动分离。扫描仪还从伺服系统制作的任何动态跟踪误差中取出,从而在整个无限字段上产生基于扫描仪的动态性能。这一切都允许用户尽管系统是一个简单的两个轴组件,但由于扫描仪,通过整个构建音量获得炽热快速和准确的运动性能。这在航空航天和汽车等行业中是有价值的,其中使用当今的市售机器很困难。
挑战:烧结变异性
烧结过程是复杂的,它的控制直接影响到产品的几何形状和金属形态的质量。依靠基于时间的激光脉冲系统,可随着激光光斑速度的变化而使粉末表面的能量和功率密度发生变化。除非有明确的原因,否则不可取。为了使烧结过程中的变化最小化,动作程序设计人员必须从他们的设备中控制恒定的速度。这可能增加高动态运动的跟踪误差,影响周期时间,并导致更复杂的轮廓作为一种补偿手段。
许多机器制造商使用各种传感器朝着烧结过程的闭环控制。然而,它们需要激光控制功能以充当传感器反馈和烧结输出之间的桥梁。激光控制功能通常是激光供应商省,这使得它们难以与运动硬件协调。为了使这项技术向前看,运动供应商需要更深入地了解运动协调的激光控制功能。
Aerotech解决方案:PSO和模拟集
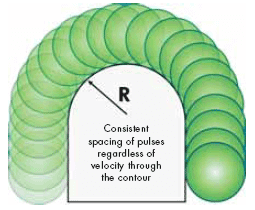
Aerotech位置同步输出(PSO)使运动程序员能够在其部分中选择所需的能量密度并通过命令激光脉冲作为位置的函数来维持该设置。现在,运动设备可以在尖角中慢慢地保持动态准确性,而不会担心脉冲束缚并在这些区域中提供较差的烧结质量。PSO甚至允许编程完全异步位置驱动脉冲放置,这意味着用户可以预设它们希望激光脉冲下降的位置。这可以通过使用用于射击事件的位置阵列来实现。最重要的是,PSO关闭了整个运动系统的组合反馈,即使使用诸如IFOV特征的组合运动,也可以产生真正的矢量位置基激光控制。
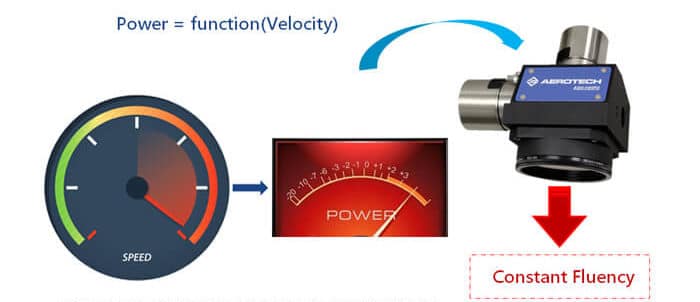
Power = Fn(速度)可以使用Aerotech的“模拟集”控制功能来实现。此功能使用户能够以协调系统运动的矢量速度来扩展模拟输出电压的能力。类似于PSO,模拟集允许用户改变激光器的平均功率输出,因为激光点速度升高并减慢。这可用于在路径上控制粉末的功率密度。它也是另一种多功能集成激光控制工具,可用于闭环烧结控制。
挑战:效率和产量
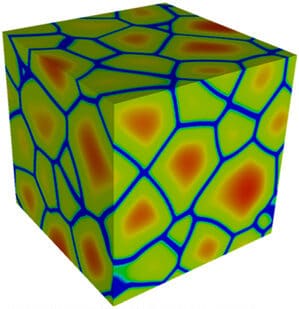
为了经济高效,机器用户尽量尽可能地填充可用的构建区域。通常这意味着使许多相同的部分并排。但是,由于当前机器依赖于F-Theta镜头的视野产生构建区域,因此激光点在构建区域的不同部分中显着变形。这使得可变能量密度和不可避免的可变质量部分从构建区域的一个部分到另一个部分。无论是你都自限制可用的构建区域来缓解这个问题,通过降低其容量来降低机器的效率,或者您尝试利用其完全容量,增加了产量较差的风险。
Aerotech解决方案:功率校正映射
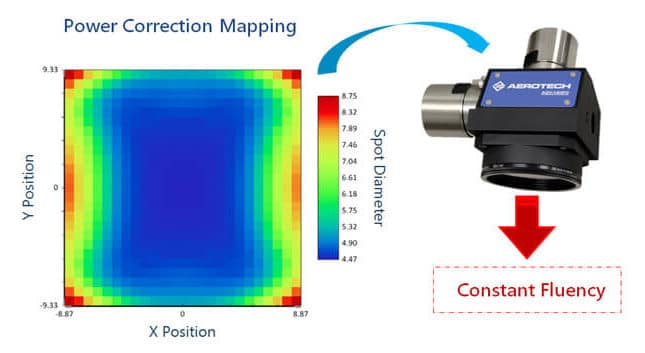
Aerotech的电源校正映射功能是一个集成的控制器功能,使用户能够通过模拟输出来缩放激光器的功率输出作为扫描仪视野中的位置。通过改变激光器的功率输出来解释激光光斑的直径变化,通过改变激光的功率输出来大大无序地利用F-Theta镜片的影响。使用此功率校正图将导致施加到粉末的非常能量密度,无论您在构建区域中的位置如何。部分收益率将上升并允许用户自信地填充,知道在构建区域的中间烧结的部分将与构建区域的边缘烧结的部件相同。
挑战:热不稳定
层厚度通常约为20-100μm,这意味着甚至是中尺寸的构建可能需要很长时间。因此,每个构建都代表了大量的时间和资源。亚博游戏网站另外,构建平台通常被加热到升高的温度,该温度慢慢加热周围结构。毋庸置疑,它不是一个热稳定的环境,由于构建可能很长,因此热漂移可以是所有组件中的问题,包括Galvo扫描仪。
Aerotech解决方案:AGV热稳定的GALVO扫描仪
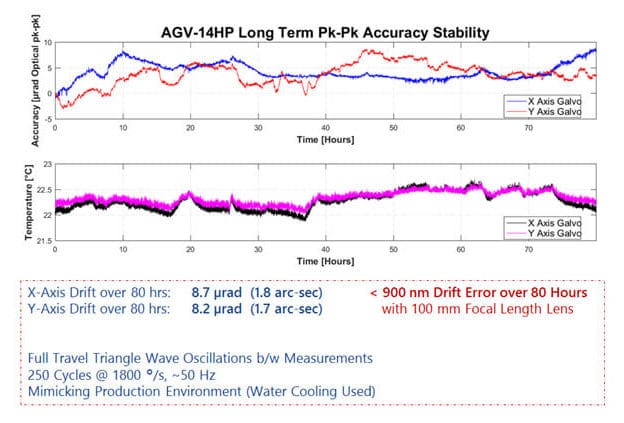
更准确的部件需要热稳定的扫描仪。在构建时,GALVO扫描仪中的任何漂移都直接影响所产生的部件的几何精度。Aerotech的AGV是市场上最热稳定的Galvo,带有<10μr/°C漂移。它还可提供水冷却,以确保在可变环境中的稳定性。
挑战:快节奏环境中的功能
由于金属添加剂行业仍然比较年轻,过程开发和机器设计研发是持续的。所有其他GALVO系统都提供了很少的数据收集能力,实时访问定位反馈和控制器触发器,并且最多以黑色盒子方式运行。典型的Galvo扫描仪使用陈旧和过度简化的运动控制器和轨迹发生器,可在高动态,精确的任务中妨碍它们的性能。亚博微信vip群
Aerotech解决方案:AGV和A3200
航空技术AGV Galvo Scanner.和A3200控制器提供开放数据架构的最佳组合和执行精度移动的动态能力。A3200提供了监控和捕获数百种不同数据项的能力,包括扫描仪与激光射击和其他过程协调的实际位置。Aerotech的最先进的控制器和轨迹发生器,结合我们的精密设计专业知识,使AGV成为当今市场上最准确和动态的动态的Galvo。