3D计量系统,定制工程运动系统,数据存储,功能概述,六足,集成自动化系统,激光扫描头,激光系统,医疗设备制造,运动控制平台,光学与光子学,精密制造,科研机构,舞台与驱动器,测试与检测亚博微信vip群
功能概述
对五轴系统使用A3200旋转命令
自动化3200 (A3200)中的旋转命令实现了一个旋转矩阵操作。该功能可用于转换包含旋转运动的机械执行器上的坐标。多个ROTATION命令可以配置为与具有多个旋转轴的系统一起工作。由两个旋转轴和三个直线轴组成的五轴系统就是这种系统的一个例子(图1)。本应用注释将讨论为这种应用设置旋转命令的过程。

经营理论
五轴系统能够在半球上的任何点,在给定点处的曲面上的刀具。大多数3D CAD工具可以输出刀具路径,该刀具路径在x / y / z坐标上以及正常到表示为两个角度(图2中的a和b)的表面上的位置。
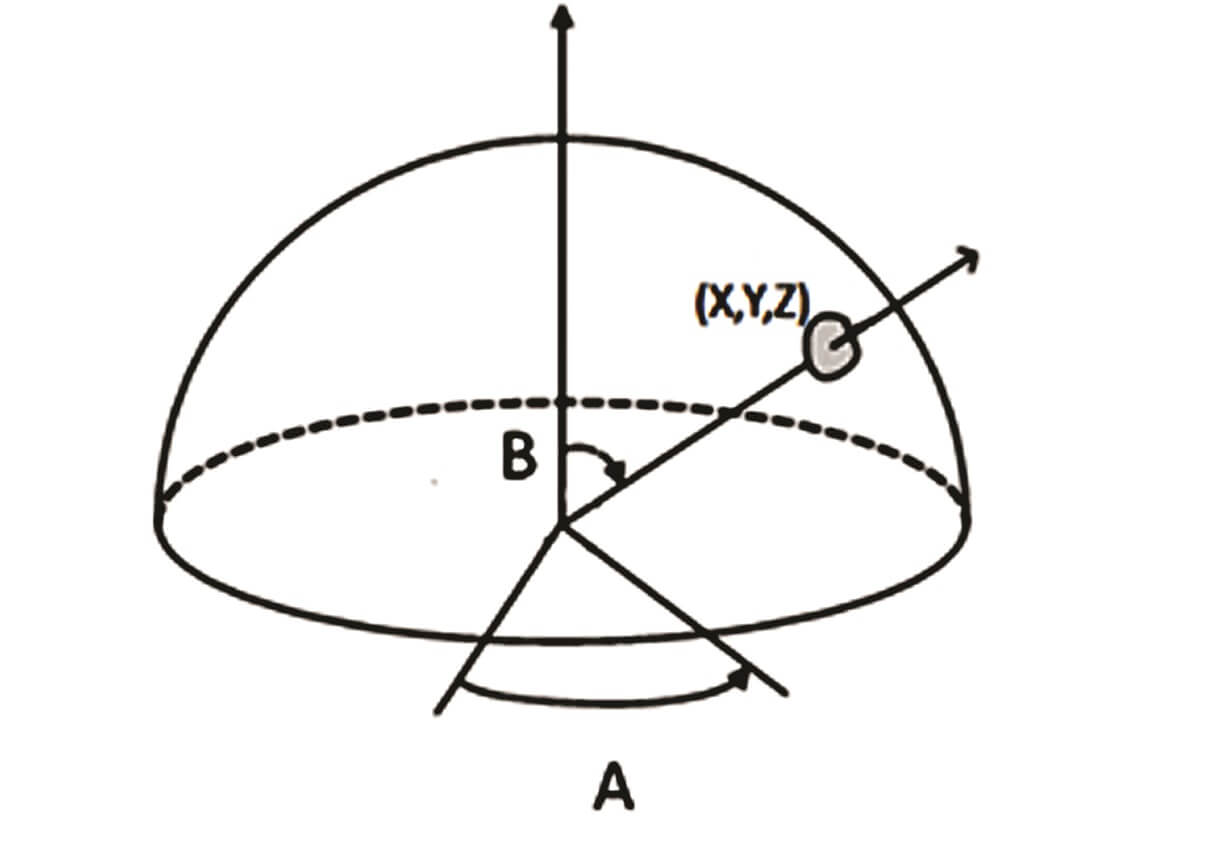
Aerotech的旋转功能可以获取这些部件的x/y/z位置和旋转角度,并将这些信息实时转换为伺服轴的位置命令。由于零件的位置不同于伺服系统的位置,两组轴必须使用-一个定义零件的位置和另一个伺服轴的位置。部分轴系统由三个虚拟轴组成,在这个例子中,我们将这些轴命名为x/y/z。物理轴将映射到直线伺服轴X/Y/Z和旋转轴A/B。
设置‐设置旋转指令
ROTATION命令将一个三轴笛卡尔系统(InputAxes)的数据转换到另一个三轴系统(OutputAxes)。系统中的每个旋转轴都需要一个单独的旋转命令。最多可以同时激活10个旋转命令。这个示例将需要两个rotate命令,每个旋转轴一个。
旋转命令如下所示:
旋转1 InputAxes x y z OutputAxes x y z
输入和输出轴的顺序非常重要。前两个轴定义平面,第三轴是普通的平面。第三轴也是旋转发生的轴。轴的顺序暗示了每个轴的正向移动方向,当没有旋转时,输入轴和输出轴之间的正方向和输入轴之间的关系。这些物品中的每一个都将单独审查。
手优先规则
轴的方向由右手定则定义,其中三个点的第一个轴沿食指,第二个轴沿中指,第三个轴沿拇指(图3A)。
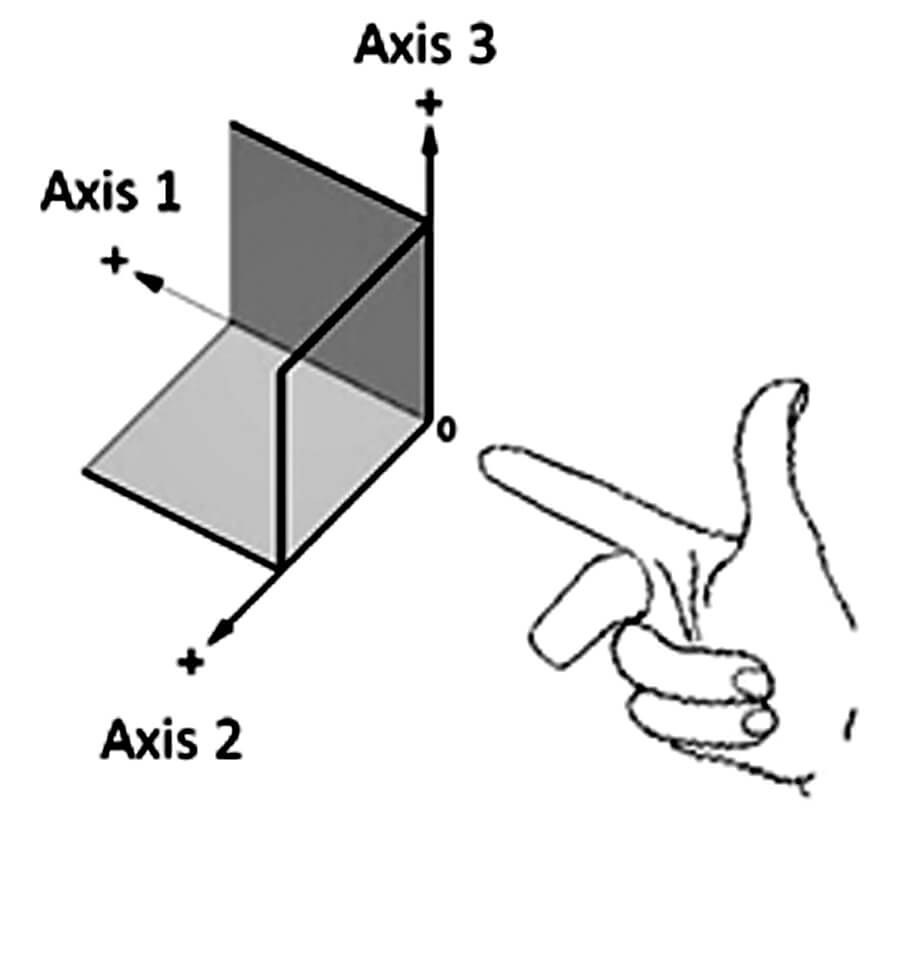
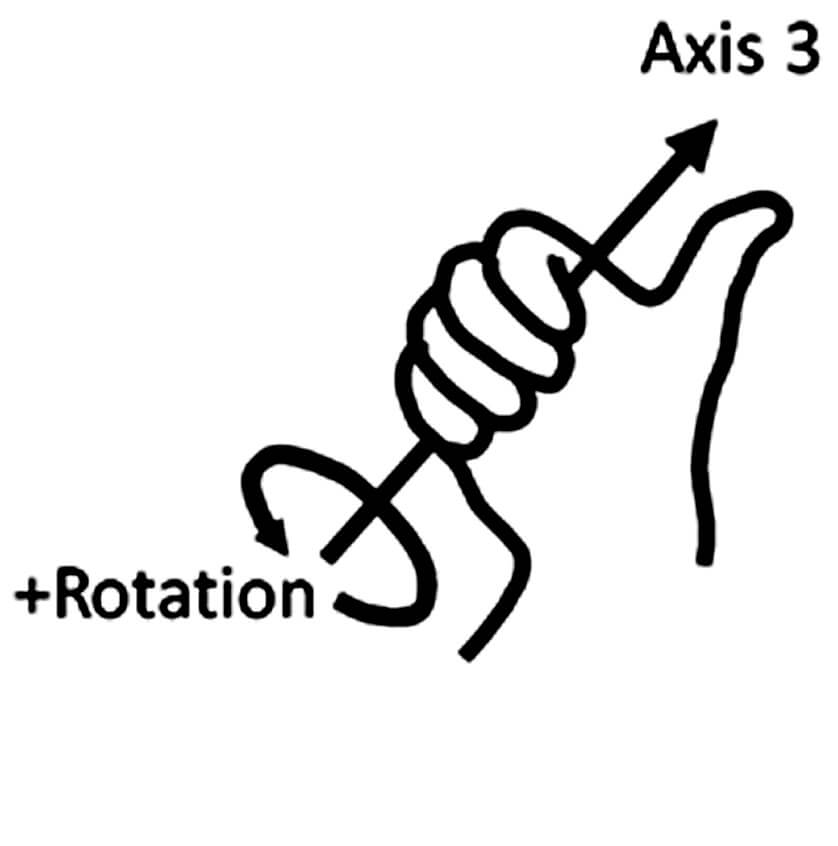
这个系统的旋转发生在轴3上。轴的正旋转方向也是由右手定则定义的,右手拇指指向轴3的正方向,右手弯曲的手指表示轴的正旋转角度(图3B)。
当定义虚轴和物理轴的正移动方向时,必须观察到这些关系。从输入轴到输出轴的映射从虚拟坐标系开始,然后返回到物理坐标系。在这一过程的每一步,映射轴的正移动方向必须彼此一致,并与右手定则一致。
图4所示的方向是四种可能的方向之一。其他三个是通过绕z轴以90度的间隔旋转x/y平面来实现的。任意一个系统中的轴的名称都可以更改以满足应用程序的需求。非常重要:基于箭头指向图中的方向,固定轴的正动运动的定义。一旦设置了坐标帧,必须将轴或部件程序的正移动方向改变为与坐标帧指示的方向一致。
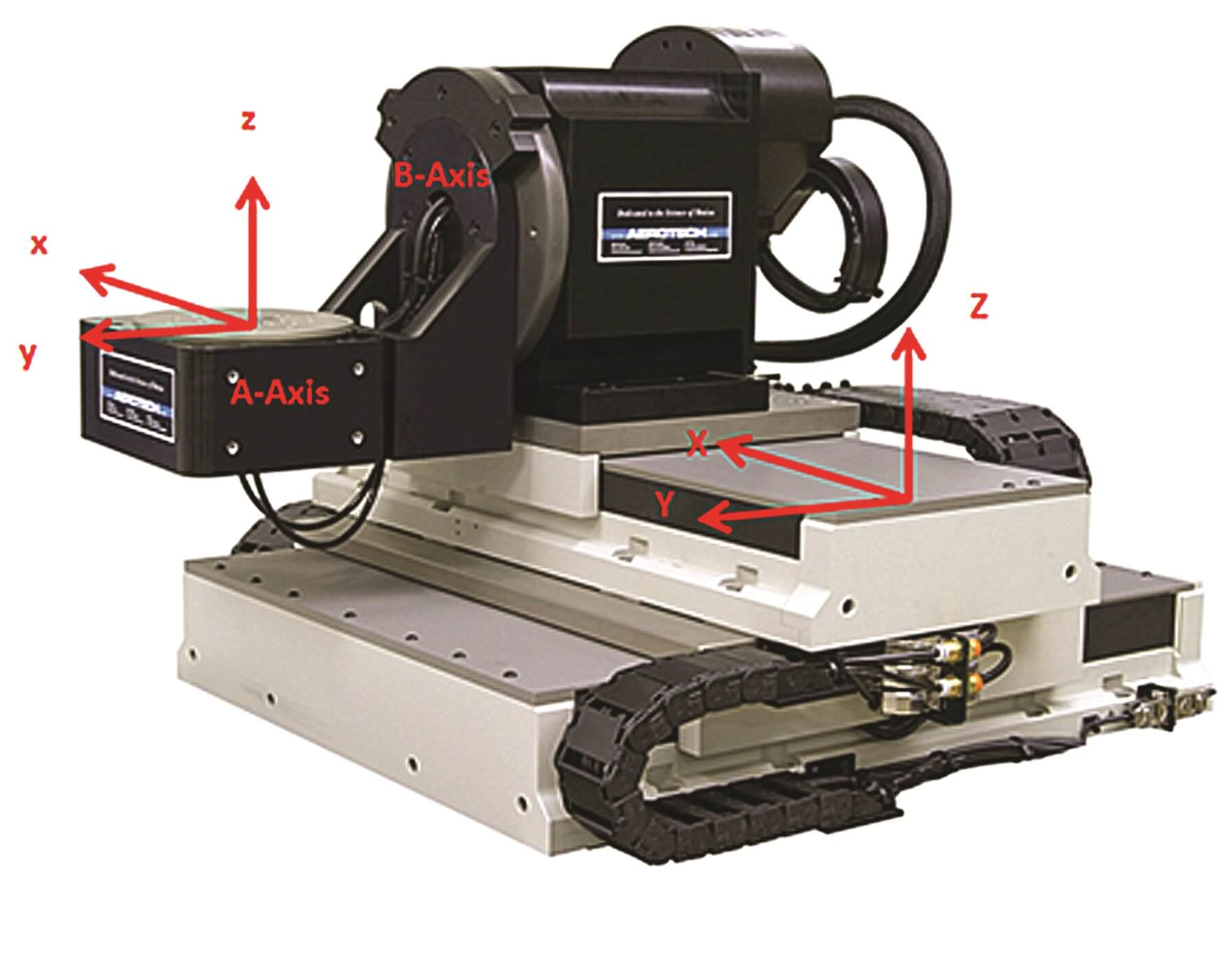
根据图4中定义的映射,没有旋转活动,在+ x方向上的运动会导致+ x中的运动,+ y的运动将导致+ y和+ z将导致+ z。
旋转命令的配置从零件坐标系开始,返回到伺服轴坐标系。系统中的每个旋转轴都需要一个新的ROTATION命令。最接近零件坐标系的旋转轴用作第一个旋转命令的输入。下一个旋转轴与下一个ROTATION命令相关联,以此类推,直到系统中的所有旋转轴都已定义。
对于图4中所示的系统,第一旋转轴是围绕Z轴旋转X / Y平面的轴。正旋转运动将按右手规则逆时针方向。旋转命令和旋转轴指定如下:
旋转1 InputAxes x y z OutputAxes x y z
旋转1角度A 1,0
旋转角度命令有反转移动方向和偏移角度的参数。为了反转正移动方向,轴名后的值将从1变为‐1。最后一个参数用于指定角偏移量。这个偏移量可以用来补偿在零件连接期间可能发生的角度位置的变化。
下一个旋转轴是B轴,它绕输入平面的y轴在z/x平面上旋转(根据右手定则)。第二个旋转命令的输入如下:
旋转2 InputAxes z x y OutputAxes z x y
旋转2角b1,0
我们在输入上旋转z / x平面围绕y轴。从0角开始,Z轴中的输入运动导致Z中的运动,X轴的运动导致X中的运动,并且Y轴的运动导致Y.
设置偏移
在大多数应用中,旋转轴的旋转中心互相偏移。另外,零件坐标系的原点可能不是直接位于旋转轴的中心上,如图5所示。旋转位移命令用于定义旋转轴与零件坐标系之间的偏移量。位移命令对所有三个轴都有偏移值。偏移量是根据从参考点到旋转点的距离计算的。位移的符号是基于从参考点到旋转点的运动方向。
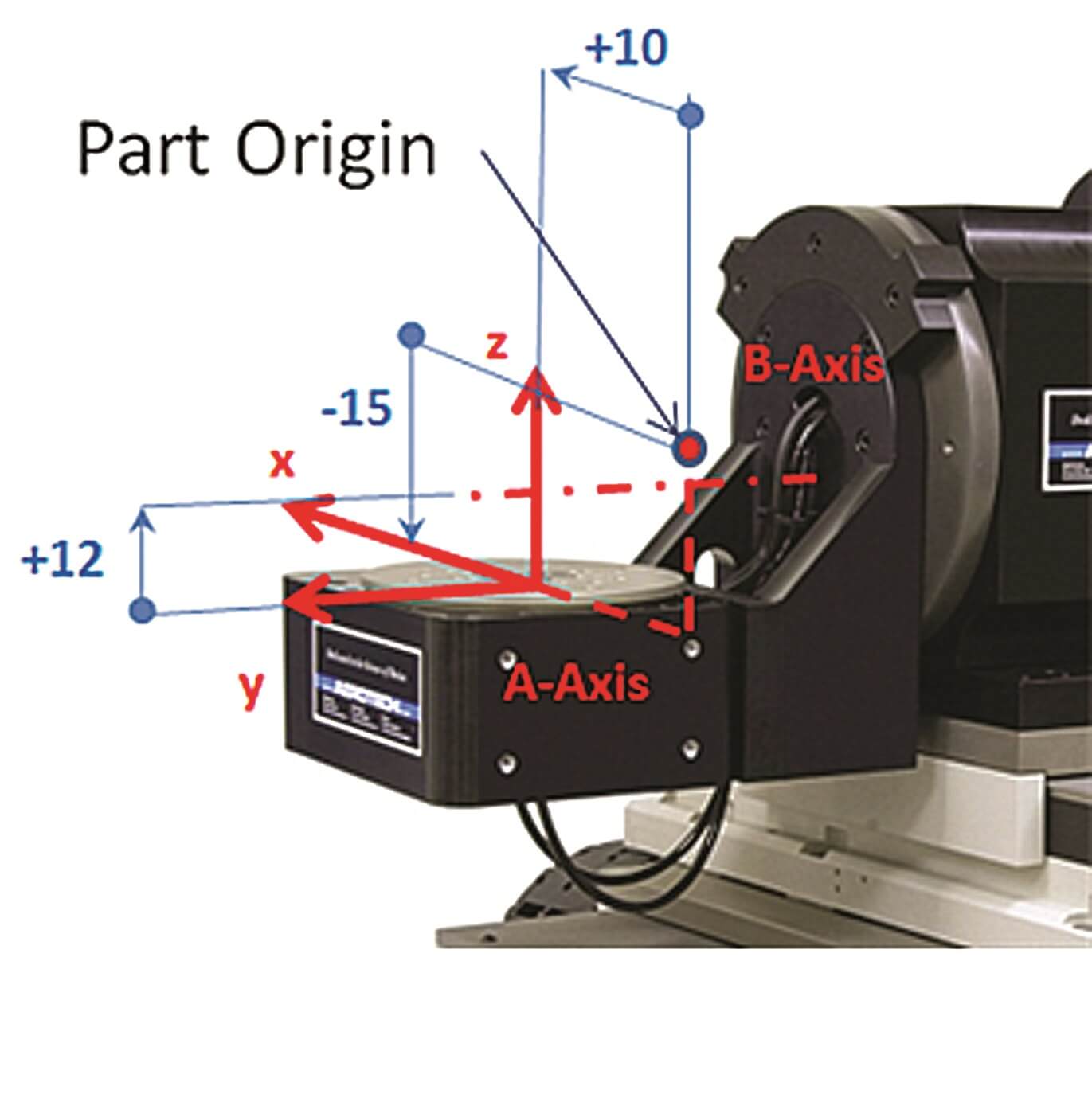
使用我们的示例系统假设旋转的A和B轴相交,部分原点在轴的桌面上方15mm偏移15mm,沿x方向偏移10mm,并且B轴旋转中心平行于和y轴在线,位于y轴上12 mm。基于此配置,旋转命令的偏移将如图5所示。
如图所示,从原点到A轴的旋转中心沿x轴方向的距离为+10。沿z轴方向,从原点到旋转中心的距离为‐15。零件原点与y轴一致,所以这个方向的偏移量是0。
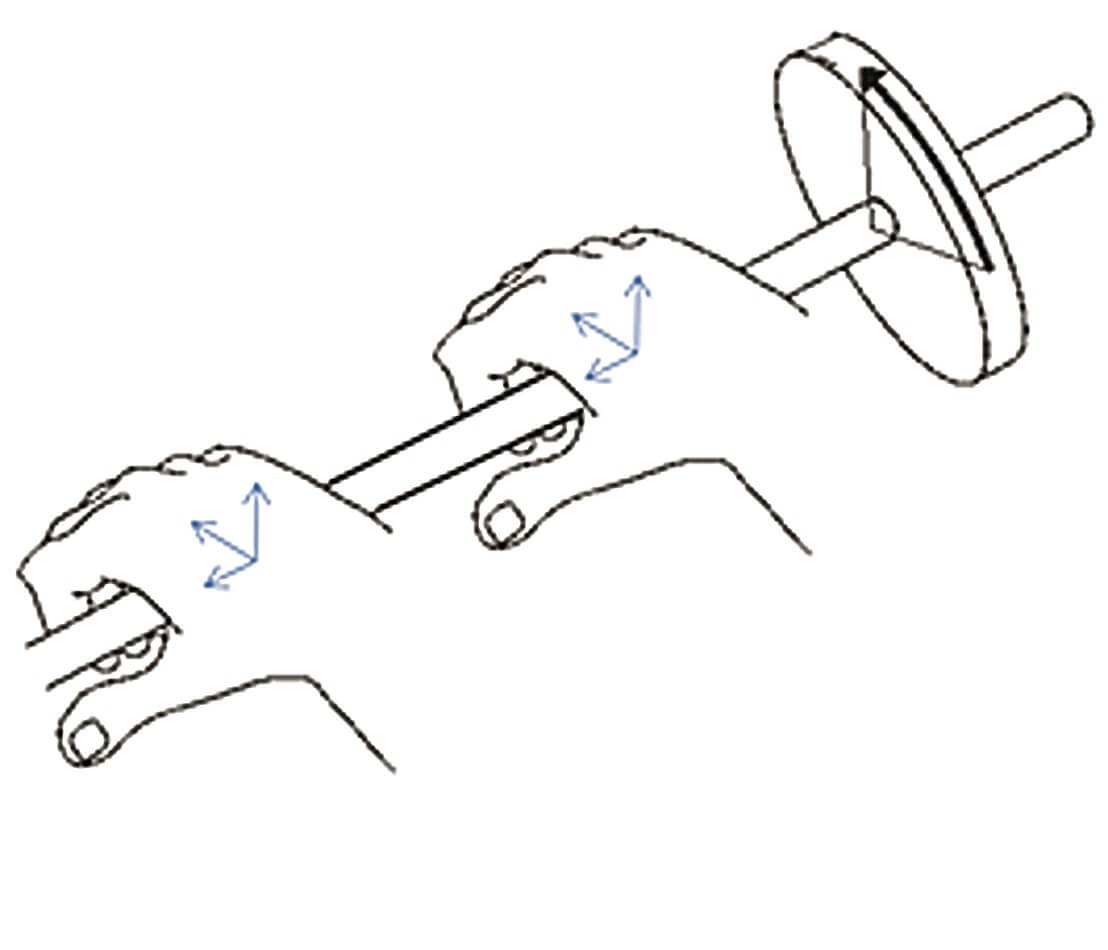
第二次旋转的偏移量以类似的方式计算。现在的起点是x/y/z坐标系在A轴上的原点我们计算到B轴旋转点原点的偏移量。B轴的坐标系必须放在它的旋转轴上。这个坐标系的原点可以在旋转轴上的任何地方,因为沿B轴的角位置不会作为旋转原点所在位置的函数而改变。例如,如果一个圆管道绕其中心旋转,那么管道上任何一点的角度位置都不会根据在管道上应用旋转的点而改变(图6)。
因此,我们可以将B轴的旋转点的原点直接放置在A轴的旋转点的上方,从而在x和y方向上给出“0”的偏移量。z偏移量是+12,当我们从A轴上的起始点位置到旋转的B轴的+z方向上移动。偏移量按轴在ROTATION INPUT命令中定义的顺序排列。第一次旋转的顺序是x‐y‐z,第二次旋转的顺序是z‐x‐y
旋转1位移10,0‐15
旋转2位移12,0,0
使用以下命令启用/禁用旋转命令:
旋转1开/关
旋转2开/关
恒定速度/表面速度的问题
当A3200启动等高线(速度开启)时,控制器将根据任务加速度参数增加矢量速度,直到达到由“F”字给出的编程矢量速度。这个速度将在整个程序中保持,直到遇到强制减速的情况。在零件上保持恒定的速度对伺服轴的运动具有重要意义,因为它们可能需要瞬间改变速度或方向。
“标准”的预检是监控弧线内的加速度或检测到两条程序线之间的非切线移动,它不能直接解决这个问题,因为加速度是由旋转命令间接产生的。还有另外两种方法可以用来限制物理轴的加速度。
第一种方法是在伺服轴的速度命令流上使用滤波器。过滤器将具有类似于斜坡的效果,但它还将延迟向轮廓添加,这将导致路径偏离编程路径。TrajectoryFirfilter设置了应用于速度命令流的FIR(有限脉冲响应)滤波器的长度。滤波器中的每个“轻触”等同于0.125毫秒的时间间隔。要添加50毫秒的过滤,参数将设置为50 / 0.125 = 400。
用于减少加速的第二种方法是设定依赖轴加速度限制。A和B轴被认为是依赖的轴,因为它们的速度命令源自虚拟X / Y / Z轴。X / Y / Z轴的短移动时间耦合在A / B轴上的较长移动可能导致A / B轴的高速。RependEntCoordEniveCackimit参数可用于限制从属轴的加速度和结果。
示例程序
下面是一个简单的示例,它依次显示了所有命令,并包括在相关轴上设置加速限制。
启用X Y Z A B X Y Z
旋转1了
旋转2关闭
速度上
斜坡率500
f100
家X Y Z A B X Y Z
秒
绝对
旋转1 InputAxes x y z OutputAxes x y z
旋转1°a (1,0
旋转1位移10,0‐15
旋转2 InputAxes z x y OutputAxes z x y
旋转2,角度b1,0
旋转2位移12,0,0
DependentCoordinatedAccelLimit = 4000
;将物理X / Y / Z移动到起始位置
;这个位置是机器和部分依赖
;并且对旋转操作没有影响
G0 x 5 y60 z23
;将旋转轴移至起始位置
g0 a0 b0
;将虚拟轴移动到起始位置
G0 x9 y0
scopetrig
旋转1
旋转2
G1 x10 y2 z1 A2 B3
G1 x12 y3 z1.4 A2.5 B3.7
G1 x9 y2 z1. a1 . B3.8
G1 x8 y2 z2 A0 B0
旋转1了
旋转2了
参考资料
搜索A3200帮助文件索引有关下列主题的更多信息。这些条目中的大多数都有多个条目,这些条目提供了关于本文档中使用的所有命令的附加信息。
- 回转
- DependentCoordinatedAccelLimit
- TrajectoryFIRFilter
- 轴类型概述
- 超前